
The following reaction was the first to be optimized, with an interesting note that changing the amount of solvent used, in this case DMF, led to an easier work up and much more crystalline product at the end.
Optimization results, and as can be seen below, show a power consumption drop down to 1/5th of the original, and an increase in percentage yield by 10%! Not only is the reduced power consumption great, but the increase in percentage yield means that the reaction will need to be run fewer times to get a large amount of the compound.
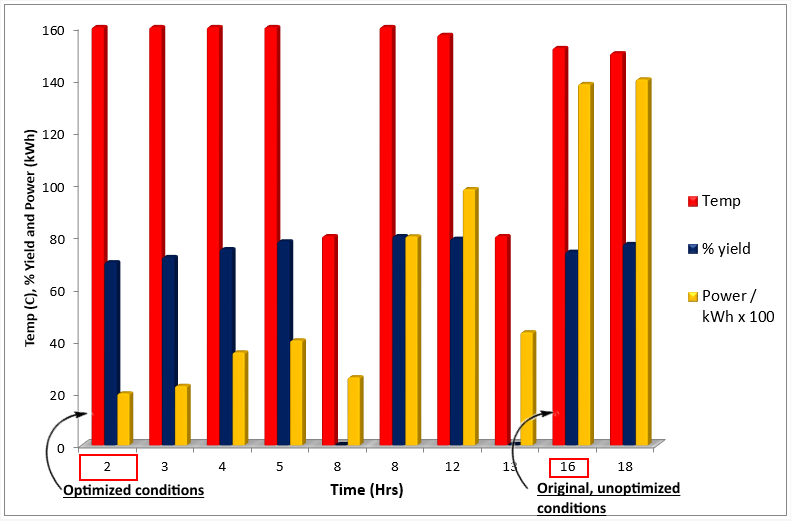
| Initial reaction conditions | Optimized conditions | |
| Power Usage / kWh | 1.23 | 0.23 |
| Percentage Yield / % | 60.2 | 70.5 |